Sfoglia il Catalogo hoffmann_150
<<<- Torna al MenuCatalogo
Mostrati 75041-75060 di 75162 Articoli:
-
GARANT - Punta corta a gradini in HSS 180° vaporizzato

DescrizioneEsecuzione: Estremamente stabili. Le tolleranze strette di concentricità radiale tra i ⌀ di foratura e di svasatura garantiscono un allineamento preciso.Lo speciale trattamento garantisce la riduzione della tendenza all'incollamento del materiale e migliora l'evacuazione dei trucioli. Uso: Per fori passanti per viti a norma DIN ISO 273 e svasature a norma DIN74, Foglio2 formaH, J e K, esecuzione media.Per viti a norme DIN912, 6912 e 7984, ISO1207 (DIN84). Dati tecniciCuZn m/minlimitatamente adattoAcciaio < 500 N/mm² m/minidoneaAcciaio < 900 N/mm² m/minidoneaGG(G) m/minidoneaOlioidoneoAcciaio < 750 N/mm² m/minidoneaa umido max.idoneoAlluminio (a truciolo corto) m/minlimitatamente adattaNormaDIN 1897Passaggio interno per LRnoTolleranza codoloh8Materiale da taglioHSSCodoloCodolo cilindrico con h8Angolo di affilatura Grad118RivestimentovaporizzataColore collarinosenzaAngolo gradino di svasatura Grad180Tolleranza ⌀ nominaleh8Utilizzo per tipo di foroin caso di foro passanteTipo di prodottoPunte a gradinoNumero taglienti Z2Lunghezza scanalatura per trucioli Lc, mm62Avanzamento f in acciaio < 750 N/mm2, mm/U0,1Per vitiM10⌀ D1 1° gradino a 180° h8, mm11⌀ D2 2° gradino a 180° h8, mm18Altezza gradino L1 1° gradino a 180°, mm23Lunghezza complessiva L, mm123⌀ Codolo Ds, mm18
EUR 71.19
-
GARANT - Punta corta a gradini in HSS 90° TiAlN

DescrizioneEsecuzione: Estremamente stabili. Le tolleranze strette di concentricità radiale tra i ⌀ di foratura e di svasatura garantiscono un allineamento preciso. Uso: Particolarmente adatte per macchine a CN grazie all'elevata precisione di posizionamento, alle migliori caratteristiche di centratura e all'estrema stabilità. In molti casi si può evitare la centratura preliminare.Prefori passanti per viti a norma DIN ISO 273 e svasature a norma DIN 74, Foglio 1 Forma A, esecuzione fine.Per viti a norme ISO 2009, 2010, 7046, 7047 (DIN 963, 964, 965 e 966). Dati tecniciAcciaio < 750 N/mm² m/minidoneaAlluminio > 10% Si m/minlimitatamente adattaOlioidoneaAcciaio < 500 N/mm² m/minidoneaCuZn m/minlimitatamente adattaa umido max.idoneaAlluminio (a truciolo corto) m/minlimitatamente adattaGG(G) m/minidoneaAcciaio < 1400 N/mm² m/minlimitatamente adattaAcciaio < 1100 N/mm² m/minlimitatamente adattaAcciaio < 900 N/mm² m/minidoneaAngolo di affilatura Grad118Angolo gradino di svasatura Grad90RivestimentoTiAlNTolleranza ⌀ nominaleh8Materiale da taglioHSSPassaggio interno per LRnoCodoloCodolo cilindrico con h8Colore collarinosenzaNormaDIN 1897Tolleranza codoloh8Utilizzo per tipo di foroin caso di foro passanteTipo di prodottoPunte a gradinoAltezza gradino L1 1° livello, mm11Numero taglienti Z2Lunghezza scanalatura per trucioli Lc, mm37Avanzamento f in acciaio < 750 N/mm2, mm/U0,03Per vitiM4⌀ D1 1° gradino con smusso h8, mm4,3⌀ D2 2° gradino con smusso h8, mm8Lunghezza complessiva L, mm79⌀ Codolo Ds, mm8
EUR 40.19
-
GARANT - Punta a gradino in HSS-E 90° con gradino di foratura lungo non rivestito
DescrizioneEsecuzione: Con gradino di foratura lungo. Uso: Prefori passanti per viti a norma DIN ISO 273 e svasature a norma DIN 74, Foglio 1 forma A, esecuzione media.Per viti a norme ISO 2009, 2010, 7046, 7047 (DIN 963, 964, 965 e 966).Particolarmente adatte per fori e svasature su profilati. Dati tecnicia umido max.idoneoAlluminio, plastiche m/minlimitatamente adattaCuZn m/minlimitatamente adattoAlluminio (a truciolo corto) m/minlimitatamente adattaAcciaio < 900 N/mm² m/minidoneoAcciaio < 500 N/mm² m/minidoneoGG(G) m/minidoneoAcciaio < 750 N/mm² m/minidoneoOlioidoneoCodoloCodolo cilindrico con h8NormaNorma internaAngolo gradino di svasatura Grad90Angolo di affilatura Grad118Tolleranza codoloh8Rivestimentonon rivestitoMateriale da taglioHSS ETolleranza ⌀ nominale±0,05Colore collarinosenzaPassaggio interno per LRnoUtilizzo per tipo di foroin caso di foro passanteTipo di prodottoPunte a gradinoAltezza gradino L1 1° livello, mm30Numero taglienti Z2Lunghezza scanalatura per trucioli Lc, mm70Avanzamento f in acciaio < 750 N/mm2, mm/U0,1Per vitiM10⌀ D2 2° gradino con smusso h9, mm20,4⌀ D1 1° gradino con smusso ±0,05, mm10,5Lunghezza complessiva L, mm110⌀ Codolo Ds, mm12,5
EUR 124.70
-
GARANT - Punta a gradino in HSS-E 90° con gradino di foratura lungo non rivestito

DescrizioneEsecuzione: Con gradino di foratura lungo. Uso: Prefori passanti per viti a norma DIN ISO 273 e svasature a norma DIN 74, Foglio 1 forma A, esecuzione media.Per viti a norme ISO 2009, 2010, 7046, 7047 (DIN 963, 964, 965 e 966).Particolarmente adatte per fori e svasature su profilati. Dati tecnicia umido max.idoneoAlluminio, plastiche m/minlimitatamente adattaCuZn m/minlimitatamente adattoAlluminio (a truciolo corto) m/minlimitatamente adattaAcciaio < 900 N/mm² m/minidoneoAcciaio < 500 N/mm² m/minidoneoGG(G) m/minidoneoAcciaio < 750 N/mm² m/minidoneoOlioidoneoCodoloCodolo cilindrico con h8NormaNorma internaAngolo gradino di svasatura Grad90Angolo di affilatura Grad118Tolleranza codoloh8Rivestimentonon rivestitoMateriale da taglioHSS ETolleranza ⌀ nominale±0,05Colore collarinosenzaPassaggio interno per LRnoUtilizzo per tipo di foroin caso di foro passanteTipo di prodottoPunte a gradinoAltezza gradino L1 1° livello, mm30Numero taglienti Z2Lunghezza scanalatura per trucioli Lc, mm55Avanzamento f in acciaio < 750 N/mm2, mm/U0,07Per vitiM5⌀ D2 2° gradino con smusso h9, mm10,4⌀ D1 1° gradino con smusso ±0,05, mm5,3Lunghezza complessiva L, mm110⌀ Codolo Ds, mm10,4
EUR 61.82
-
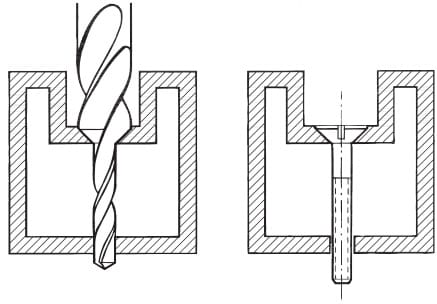
GARANT - Punta corta a gradini per prefori in HSS 90° vaporizzato

DescrizioneEsecuzione: Estremamente stabili. Le tolleranze strette di concentricità radiale tra i ⌀ di foratura e di svasatura garantiscono un allineamento preciso.Lo speciale trattamento garantisce la riduzione della tendenza all'incollamento del materiale e migliora l'evacuazione dei trucioli. Vantaggi: Foratura e svasatura vengono realizzate e allineate perfettamente in un'unica fase di lavoro. Uso: Particolarmente adatte per macchine a CN, grazie all'elevata precisione di posizionamento, alle migliori caratteristiche di centratura e all'estrema stabilità. In molti casi si può evitare la centratura preliminare. Per la realizzazione di prefori di filettatura a norma DIN 336, Foglio 1 con svasatura a 90°. In questo modo, il maschio a filettare seguente non taglia sullo spigolo vivo del foro. Dati tecnicia umido max.idoneaAcciaio < 750 N/mm² m/minidoneaCuZn m/minlimitatamente adattaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAlluminio (a truciolo corto) m/minlimitatamente adattaGG(G) m/minidoneaOlioidoneaAngolo di affilatura Grad118CodoloCodolo cilindrico con h8Colore collarinosenzaTolleranza codoloh8Materiale da taglioHSSNormaDIN 1897Angolo gradino di svasatura Grad90Tolleranza ⌀ nominaleh8RivestimentovaporizzatoTipo di prodottoPunte a gradinoUtilizzo per tipo di foroin caso di foro cieco e passanteAltezza gradino L1 1° livello, mm16,5Passaggio interno per LRnoLunghezza scanalatura per trucioli Lc, mm31Avanzamento f in acciaio < 750 N/mm2, mm/U0,07Per filettaturaM6Numero denti Z2⌀ D1 1° gradino con smusso h8, mm5⌀ D2 2° gradino con smusso h8, mm6,6Lunghezza complessiva L, mm70⌀ Codolo Ds, mm6,6
EUR 23.23
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito

DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm218⌀ Nominale DC, mm18NormaDIN 1870 R1Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm245Avanzamento f in acciaio < 750 N/mm2, mm/U0,2Lunghezza complessiva L, mm370Dimensione cono Morse CM2
EUR 144.95
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm216,5⌀ Nominale DC, mm19NormaDIN 1870 R1Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm245Avanzamento f in acciaio < 750 N/mm2, mm/U0,2Lunghezza complessiva L, mm370Dimensione cono Morse CM2
EUR 152.40
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm230⌀ Nominale DC, mm20NormaDIN 1870 R1Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm260Avanzamento f in acciaio < 750 N/mm2, mm/U0,2Lunghezza complessiva L, mm385Dimensione cono Morse CM2
EUR 171.06
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm295⌀ Nominale DC, mm20NormaDIN 1870 R2Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm325Avanzamento f in acciaio < 750 N/mm2, mm/U0,2Lunghezza complessiva L, mm490Dimensione cono Morse CM2
EUR 230.21
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm340⌀ Nominale DC, mm30NormaDIN 1870 R2Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm385Avanzamento f in acciaio < 750 N/mm2, mm/U0,25Lunghezza complessiva L, mm580Dimensione cono Morse CM3
EUR 532.90
-
GARANT - Punta corta a gradini per prefori in HSS 90° vaporizzato
DescrizioneEsecuzione: Estremamente stabili. Le tolleranze strette di concentricità radiale tra i ⌀ di foratura e di svasatura garantiscono un allineamento preciso.Lo speciale trattamento garantisce la riduzione della tendenza all'incollamento del materiale e migliora l'evacuazione dei trucioli. Vantaggi: Foratura e svasatura vengono realizzate e allineate perfettamente in un'unica fase di lavoro. Uso: Particolarmente adatte per macchine a CN, grazie all'elevata precisione di posizionamento, alle migliori caratteristiche di centratura e all'estrema stabilità. In molti casi si può evitare la centratura preliminare. Per la realizzazione di prefori di filettatura a norma DIN 336, Foglio 1 con svasatura a 90°. In questo modo, il maschio a filettare seguente non taglia sullo spigolo vivo del foro. Dati tecnicia umido max.idoneaAcciaio < 750 N/mm² m/minidoneaCuZn m/minlimitatamente adattaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAlluminio (a truciolo corto) m/minlimitatamente adattaGG(G) m/minidoneaOlioidoneaAngolo di affilatura Grad118CodoloCodolo cilindrico con h8Colore collarinosenzaTolleranza codoloh8Materiale da taglioHSSNormaDIN 1897Angolo gradino di svasatura Grad90Tolleranza ⌀ nominaleh8RivestimentovaporizzatoTipo di prodottoPunte a gradinoUtilizzo per tipo di foroin caso di foro cieco e passanteAltezza gradino L1 1° livello, mm25,5Passaggio interno per LRnoLunghezza scanalatura per trucioli Lc, mm47Avanzamento f in acciaio < 750 N/mm2, mm/U0,1Per filettaturaM10Numero denti Z2⌀ D1 1° gradino con smusso h8, mm8,5⌀ D2 2° gradino con smusso h8, mm11Lunghezza complessiva L, mm95⌀ Codolo Ds, mm11
EUR 36.03
-
GARANT - Punta corta a gradini per prefori in HSS 90° vaporizzato
DescrizioneEsecuzione: Estremamente stabili. Le tolleranze strette di concentricità radiale tra i ⌀ di foratura e di svasatura garantiscono un allineamento preciso.Lo speciale trattamento garantisce la riduzione della tendenza all'incollamento del materiale e migliora l'evacuazione dei trucioli. Vantaggi: Foratura e svasatura vengono realizzate e allineate perfettamente in un'unica fase di lavoro. Uso: Particolarmente adatte per macchine a CN, grazie all'elevata precisione di posizionamento, alle migliori caratteristiche di centratura e all'estrema stabilità. In molti casi si può evitare la centratura preliminare. Per la realizzazione di prefori di filettatura a norma DIN 336, Foglio 1 con svasatura a 90°. In questo modo, il maschio a filettare seguente non taglia sullo spigolo vivo del foro. Dati tecnicia umido max.idoneaAcciaio < 750 N/mm² m/minidoneaCuZn m/minlimitatamente adattaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAlluminio (a truciolo corto) m/minlimitatamente adattaGG(G) m/minidoneaOlioidoneaAngolo di affilatura Grad118CodoloCodolo cilindrico con h8Colore collarinosenzaTolleranza codoloh8Materiale da taglioHSSNormaDIN 1897Angolo gradino di svasatura Grad90Tolleranza ⌀ nominaleh8RivestimentovaporizzatoTipo di prodottoPunte a gradinoUtilizzo per tipo di foroin caso di foro cieco e passanteAltezza gradino L1 1° livello, mm11,4Passaggio interno per LRnoLunghezza scanalatura per trucioli Lc, mm24Avanzamento f in acciaio < 750 N/mm2, mm/U0,03Per filettaturaM4Numero denti Z2⌀ D1 1° gradino con smusso h8, mm3,3⌀ D2 2° gradino con smusso h8, mm4,5Lunghezza complessiva L, mm58⌀ Codolo Ds, mm4,5
EUR 21.11
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm242⌀ Nominale DC, mm12NormaDIN 1870 R2Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm260Avanzamento f in acciaio < 750 N/mm2, mm/U0,16Lunghezza complessiva L, mm395Dimensione cono Morse CM1
EUR 132.69
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS N non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale. Spessore del nocciolo e conicità normali.Superficie con trattamento speciale.Per fori in profondità. Per i fori profondi è necessario scaricare la punta e garantire una lubrorefrigerazione adeguata.Esecuzione economica con geometria standard.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciOlioidoneaGG(G) m/minidoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaa umido max.idoneaMateriale da taglioHSSModelloNAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm253,3⌀ Nominale DC, mm14,5NormaDIN 1870 R2Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm275Avanzamento f in acciaio < 750 N/mm2, mm/U0,16Lunghezza complessiva L, mm425Dimensione cono Morse CM2
EUR 162.00
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS FS non rivestito

DescrizioneEsecuzione: Elevata precisione di concentricità radiale.Scanalature piatte con ampie cavità per i trucioli; stabili grazie al maggior spessore del nocciolo (senza conicità).⌀ ≤ 16 mm: biselli nitrurati, scanalature lucide; > ⌀ 16 mm: Superficie con trattamento speciale.Stabile punta speciale per fori estremamente profondi. Fino a ca. 15× ⌀ in una sola operazione.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecnicia umido max.idoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaOlioidoneaModelloFSMateriale da taglioHSSRivestimentonon rivestitoColore collarinosenzaPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm199⌀ Nominale DC, mm14NormaDIN 1870 R1Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad130Lunghezza scanalatura per trucioli Lc, mm220Avanzamento f in acciaio < 750 N/mm2, mm/U0,16Lunghezza complessiva L, mm325Dimensione cono Morse CM1
EUR 133.22
-
GARANT - Punta elicoidale, esecuzione extralunga in HSS FS non rivestito
DescrizioneEsecuzione: Elevata precisione di concentricità radiale.Scanalature piatte con ampie cavità per i trucioli; stabili grazie al maggior spessore del nocciolo (senza conicità).⌀ ≤ 16 mm: biselli nitrurati, scanalature lucide; > ⌀ 16 mm: Superficie con trattamento speciale.Stabile punta speciale per fori estremamente profondi. Fino a ca. 15× ⌀ in una sola operazione.Con punta forma A. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecnicia umido max.idoneaAcciaio < 900 N/mm² m/minidoneaAcciaio < 750 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaOlioidoneaModelloFSMateriale da taglioHSSRivestimentonon rivestitoColore collarinosenzaPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm254⌀ Nominale DC, mm24NormaDIN 1870 R1Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad130Lunghezza scanalatura per trucioli Lc, mm290Avanzamento f in acciaio < 750 N/mm2, mm/U0,2Lunghezza complessiva L, mm440Dimensione cono Morse CM3
EUR 349.58
-
GARANT - Punta elicoidale lunga in HSS N non rivestito

DescrizioneEsecuzione: La lunghezza dell'elica attorno all'altezza delle maschere di foratura è più lunga rispetto a DIN 345. In questo modo, la profondità di foratura effettiva non sarà ridotta. Lo speciale trattamento delle superfici migliora l'evacuazione dei trucioli.Con punta forma A. Vantaggi: Per forare con maschere di foratura e nella costruzione meccanica, nonché nella produzione in serie. Particolarmente importante nella foratura con maschera in superfici non piane, inclinate o bombate. Raccomandazioni: Profondità di foratura massima:L2 = LC - 1,5 × DC. Nota: Per bussole di riduzione adatte a utensili con attacco CM vedi n. art. 343000 - 343530. Dati tecniciAcciaio < 900 N/mm² m/minidoneaa umido max.idoneaGG(G) m/minidoneaOlioidoneaAcciaio < 750 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaModelloNMateriale da taglioHSSAngolo dell'elica Grad16-30Colore collarinosenzaRivestimentonon rivestitoPassaggio interno per LRnoTipo di prodottoPunta elicoidaleProfondità di foratura massima consigliata L2, mm163,5⌀ Nominale DC, mm23NormaDIN 341Tolleranza ⌀ nominaleh8CodoloCono MorseNumero taglienti Z2Angolo di affilatura, Grad118Lunghezza scanalatura per trucioli Lc, mm198Avanzamento f in acciaio < 750 N/mm2, mm/U0,2Lunghezza complessiva L, mm296Dimensione cono Morse CM2
EUR 109.78
-
GARANT - Punta da centro per macchine a CN in HMI 142° non rivestito

DescrizioneEsecuzione: Autocentratura mediante geometria a 1 tagliente per la massima stabilità dimensionale. Uso: Con angolo di affilatura di 142° per il corretto ingaggio dei taglienti principali della punta elicoidale successiva. Nota: Usare il numero di giri per il ⌀ di lavoro effettivo (non per il ⌀ esterno della punta).Rispettare il valore di avanzamento f = 0,015 mm/gir.! Dati tecniciAlluminio (a truciolo corto) m/minidoneaa umido max.idoneaAlluminio, plastiche m/minidoneaa seccolimitatamente adattaAcciaio < 500 N/mm² m/minidoneaOlioidoneaRivestimentonon rivestitoNormaNorma internaColore collarinosenzaMateriale da taglioHMIAngolo di affilatura Grad142Tolleranza ⌀ nominaleh6Passaggio interno per LRnoNumero taglienti Z1Tipo di prodottoPunta da centro⌀ Nominale DC, mm12CodoloDIN 6535 HA con h6Tolleranza codoloh6Avanzamento f in acciaio < 1100 N/mm2, mm/U0,015Lunghezza scanalatura per trucioli Lc, mm12Lunghezza complessiva L, mm70⌀ Codolo Ds, mm12
EUR 92.45
-
GARANT - Punta da centro per macchine a CN in HMI 142° non rivestito
DescrizioneEsecuzione: Autocentratura mediante geometria a 1 tagliente per la massima stabilità dimensionale. Uso: Con angolo di affilatura di 142° per il corretto ingaggio dei taglienti principali della punta elicoidale successiva. Nota: Usare il numero di giri per il ⌀ di lavoro effettivo (non per il ⌀ esterno della punta).Rispettare il valore di avanzamento f = 0,015 mm/gir.! Dati tecniciAlluminio (a truciolo corto) m/minidoneaa umido max.idoneaAlluminio, plastiche m/minidoneaa seccolimitatamente adattaAcciaio < 500 N/mm² m/minidoneaOlioidoneaRivestimentonon rivestitoNormaNorma internaColore collarinosenzaMateriale da taglioHMIAngolo di affilatura Grad142Tolleranza ⌀ nominaleh6Passaggio interno per LRnoNumero taglienti Z1Tipo di prodottoPunta da centro⌀ Nominale DC, mm2CodoloDIN 6535 HA con h6Tolleranza codoloh6Avanzamento f in acciaio < 1100 N/mm2, mm/U0,015Lunghezza scanalatura per trucioli Lc, mm5Lunghezza complessiva L, mm32⌀ Codolo Ds, mm2
EUR 30.94
-
GARANT - Punta da centro per macchine a CN in HMI 90° a spirale TiAlN

DescrizioneEsecuzione: Affilatura dei taglienti al centro esatta. Semplicità di foratura ed esecuzione precisa del foro. Stabile grazie alle scanalature per trucioli corte.≥ ⌀ 6 mm con piano di trascinamento HB. Uso: Con angolo di affilatura 90° per forare e svasare contemporaneamente, se utilizzata con punta elicoidale di piccolo ⌀. Nota: Usare il numero di giri per il ⌀ di lavoro effettivo (non per il ⌀ esterno della punta). Dati tecniciAlluminio, plastiche m/minidoneaINOX > 900 N/mm² m/minidoneaGG(G) m/minidoneaOlioidoneaa seccolimitatamente adattoAcciaio < 750 N/mm² m/minidoneaAcciaio < 500 N/mm² m/minidoneaAlluminio (a truciolo corto) m/minidoneaAcciaio < 900 N/mm² m/minidoneaa umido max.idoneoCuZn m/minidoneaTi > 850 N/mm² m/minidoneaAlluminio > 10% Si m/minidoneaUni m/minidoneaAcciaio < 1100 N/mm² m/minidoneaINOX < 900 N/mm² m/minidoneaTolleranza ⌀ nominaleh6Colore collarinosenzaPassaggio interno per LRnoAngolo di affilatura Grad90RivestimentoTiAlNMateriale da taglioHMINormaNorma internaNumero taglienti Z2Tipo di prodottoPunta da centro⌀ Nominale DC, mm12CodoloDIN 6535 HB con h6Tolleranza codoloh6Avanzamento f in acciaio < 1100 N/mm2, mm/U0,03Lunghezza scanalatura per trucioli Lc, mm24Lunghezza complessiva L, mm70⌀ Codolo Ds, mm12
EUR 115.09